地图名片

电话:029-8958 8822
邮编:710075
E-mail:service@wuhe.com.cn
网址:http://www.wuhe.com.cn/
1.序言
近年来,由于钢材破坏韧性的提高,几乎没有发生脆性破坏引起的事故。但是,当要求船舶大型化、轻量化时,增加高强度钢的使用,导致没有上甲板,在刚性比油轮等低的集装箱船中,每年有4、5艘因脆性破坏引起的折损沉没事故。最初,事故发生在国外造船厂建造的集装箱船上,2013年6月17日在阿拉伯海,日本建造的大型集装箱船首次折损,随后发生沉没事故。
在这种情况下,近年来伴随钢铁材料高强度化韧性要求水平的提高,为了解决韧性评价只能靠经验和定性的处理的问题,高强度钢的破坏韧性研究协会,在日本钢铁协会中确立由东京大学粟饭原教授为主持调查者。研究协会不是制作以往的研究那样的实验结果的相关公式,而是明确破坏现象的微观过程,以查明对破坏韧性产生的微观组织因素为目的1)。
在迄今为止的脆性破坏发生研究中,大多是以最弱模型为基础的。但是,有研究表明,由于主龟裂破面发生了次裂纹(与主龟裂不同的龟裂),破面的晶粒破坏方向不同,所以可能存在多个发生点。因此,本研究室提出:在脆性破坏发生之前,发生多个龟裂,然后合并、成长,寻找最终的脆性破坏的预破裂多发模型的可能性。
本研究的目的是,确认在最初的主龟裂发生时,有无同时发生的脆性龟裂的起点的预裂痕发生,以及将龟裂和结晶组织的三维形状图像化,确认预裂痕的发生位置。
2.低温下的三点弯曲试验的概要
2.1实验用的材料和试样形状
使用的材料是由炼铁会社研究所的熔化炉和轧制机制作的钢材,通过改变热处理条件得到不同的组织。处理条件和得到的组织如表1所示。在三点弯曲试验中,在表1所示的钢材中,使用了A3钢和A6钢。试样为了使切口方向就是轧制方向,从钢板中切割,使用与标准夏氏冲击试样相同尺寸(长度55mm,截面10mm角)的三点弯曲试样。试样的切割方向如图1所示,形状和尺寸如图2所示。通过微型刀具初期切口的长度为3mm,宽度为0.2mm。
2.2三点弯曲试验概要和测量系统
试样的温度测量,是在试样的里外用打击机焊接铜和康铜的热电偶,用偶联变换器变换为电压。另外,在缺口前端附近的预计会发生预裂纹的地方,粘贴了长12mm、宽1.5mm、高0.5mm的钛酸钡压电元件。分别在试验中的载荷和往复运动气缸位移的同时,利用数码动应变仪对这些输出电压进行了测量。
三点弯曲试验的目标是,在COD试样上追加用于使疲劳预龟裂的夹具,使用为了符合试样尺寸而新制作的夹具,以载荷速度15kN/240sec的加载载荷,在充分确认压电元件的输出后,并且在发生脆性破坏之前解除负荷。
为了容易发生脆性破坏,制作了冷却槽,将干冰压成粉碎后铺在冷却槽的底部,用液氮冷却该干冰,创造了低温气氛环境。在试验中,继续加入液氮,将低温气氛保持在-100~-80℃,在低温状态下实施了试验。
2.3三点弯曲试验的测量结果
此次试验中使用的供试钢板的负荷-位移关系如图32)所示,吸收能量和试验温度如图42)所示。另外,这个试验是在名古屋大学进行的。
通过三点弯曲试验得到的A3钢和A6钢的负荷-驱动器位移的关系和压电元件的输出电压如图5(a)、(b)所示。
表1供试钢板的制作条件和结晶组织
钢种
淬火条件(℃)
回火(℃)
γ粒子直径(µm)
微观组织
A1
1050→急冷 水
500
142
回火M
A2
1050→500 盐浴
500
172
BU
A3
1050→500 盐浴
无
158
BU(间距MA)
A4
1050→500 盐浴
650
163
BU(粗大θ)
A5
1150→500 盐浴
500
267
粗粒BU
A6
950→500 盐浴
500
47
細粒BU
M:马氏体, BU:下部贝氏体, MA:马氏体奥氏体,θ:渗碳体
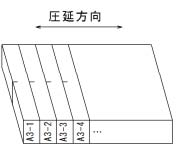
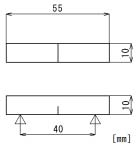
图1 切口方向 图2 试样形状
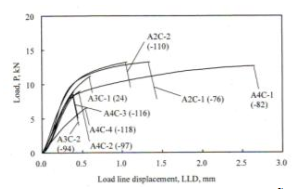
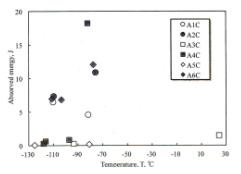
图3 A3钢 负荷-位移关系6) 图4 吸收能量和实验温度6)
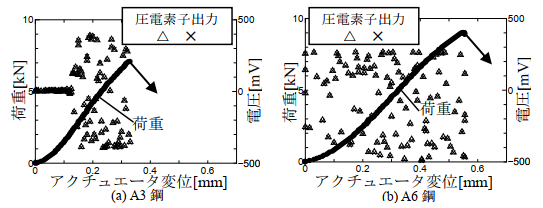
图5 负载-驱动器位移的关系与压电元件的输出电压
3.供试钢板的破坏韧性和预裂纹有无发生的调查
3.1为了调查结晶组织形状的研磨方法
在低温气氛下进行三点弯曲试验的试样在试验结束后,切削到切口前端附近。由于该研磨试料的切口前端是长10mm、横20mm见方的较小截面,因此重新制作并使用了固定试样的夹具。在试样的研磨中,采用耐水性研磨纸,向切口前端方向进行研磨。确认了每一次研磨都用激光尺寸计测,磨削了0.005mm左右。因此,通过反复研磨50次,制作了0.25mm左右厚度的三维图像。
3.2研磨面的拍照方法
为了观察晶体组织而进行抛光研磨,用2%硝酸酒精腐蚀液腐蚀后,用光学显微镜进行观察。光学显微镜使用运动分析显微镜,在300倍条件下拍照。另外,为了在研磨面上重叠图像时成为记号,每进行2次研磨就使用维氏硬度试验机在5kN处留下压痕。A3钢的研磨图像如图6所示。
3.3结晶粒的三维形状图像制作概要
在研磨图像的加工中,使用了位映像图像编辑·加工软件GIMP,在三维化中使用了图像处理软件的ImageJ。A3钢的二值化图像如图7所示。以压痕为标记重叠50张图像,为了用GIMP区别三维数据和其他数据,进行了二值化处理,用ImageJ制作了三维形状图像。A3钢的三维形状图像如图8所示。
另外,借助鹿儿岛大学足立教授所有的自动研磨、拍照装置(Genus_3D),对在三点弯曲试验中达到断裂的试样进行了自动研磨、拍照、进行了三维图像的制作。并且,利用EBSD对晶体方位进行了分析。基于Genus_3D的A3钢的三维形状图像如图9所示,基于EBSD的晶体方位测量的结果如图10所示。
3.4三维形状图像的观察
如图8,在加工研磨图像时,由于将晶界、结晶组织、预裂纹同样地通过二值化变换为黑色,因此在三维形状图像中无法区别,很难观察。因此,连续观察加工成三维前的研磨图像,在晶界中有多个边界细薄的部分和观察到边界粗浓的部分。可以推测,该粗浓的边界可能是预裂。具有预裂纹可能性的研磨图像如图11所示。可以确认,看到预裂纹的位置是沿着晶粒边界的。
在鹿儿岛大学制作的三维形状图像中,将副裂纹前端的角度不同的裂纹命名为SC-A、SC-B,并进行了观察。使用EBSD计测周边的结晶方位,根据图9、图10可以确认,裂纹一边扭曲一边贯通结晶方位不同的结晶晶界。图12表示从多个剖面观察的副裂纹。
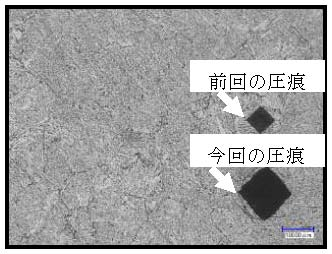
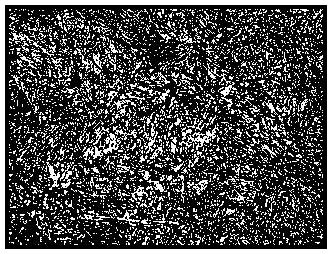
图6 A3钢的研磨图像 图7 A3钢的二值化图像
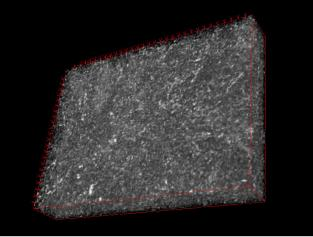
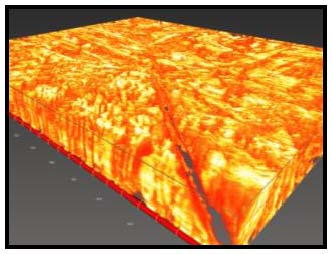
图8 A3钢的ImageJ三维形状图像 图9 A3钢的Genus_3D三维形状图像
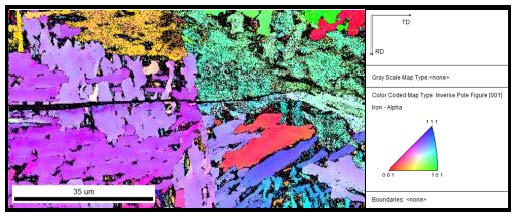
图10 裂纹前端的EBSD图像
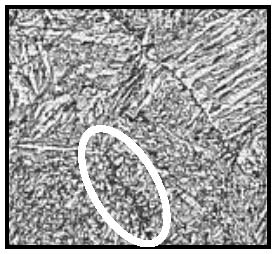
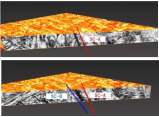
图 11 预裂纹 图12 从多个断面的观察
4.结论
在本研究中,用炼铁公司研究所的熔炉和轧钢机制作,改变热处理条件,制造成不同结晶结构的钢材,目的确认在低温下的脆性破坏之前有无发生预裂纹及结晶组织和预裂纹的发生位置的关系,进行了三点弯曲试验,根据研磨图像制作了三维形状图像。结果如下所示。
1)在压电元件的输出结果中,由于钢种的不同,输出也有差异,因此可以测量预裂纹发生的振动。
2)在二维研磨图像中,可以确认晶粒边界有很大不同的地方,推测是不是预裂。在研磨面上也有可以连续确认的地方,有可能存在深度为30微米的预裂纹。
3)作为与晶粒的位置关系,可以确认此次观察到的预裂纹都是沿着晶界发生的。
4)从鹿儿岛大学研磨的副裂纹的三维形状图像可知,即使晶体方位多次扭曲,裂纹也会贯通旧γ晶界。
参考文献:1)粟饭原周二:《高强度钢的破坏韧性》研究会资料,2011年
2)田川哲哉:高强度钢的破坏韧性研究会资料10-4,2014年
3) Richard W. Hertzberg:Deformation and Fracture Mechanics of Engineering Materials Fourth Edition,John Wiley & Sons,Inc.,1995,pp.409-418
如需详细资料,请点击网页上【资料请求/留言】按钮备注留言,我们将会在第一时间联系您,并免费为您提供详细资料。